Wyżarzanie odprężające austenitycznych stali nierdzewnych
Dobór obróbki cieplnej wyżarzania odprężającego dla austenitycznych stali nierdzewnych jest trudny ze względu na fakt iż skuteczne odprężanie może pogorszyć odporność korozyjną stali a z drugiej strony obróbka cieplna, która nie będzie wpływać na odporność korozyjną może nie dać zadowalających efektów w eliminacji naprężeń szczątkowych.
W celu odpowiedniej eliminacji naprężeń szczątkowych, po procesach przetwarzania (spawania, obróbki plastycznej na zimno, itd.) austenityczne stale nierdzewne wygrzewa się w temperaturze ok. 900°C. Wygrzewanie w temperaturze poniżej 870°C zapewnia tylko częściową eliminację naprężeń szczątkowych. Najbardziej efektywne wyżarzanie odprężające będzie uzyskane przy zapewnieniu wolnego chłodzenia z temperatury wyżarzania. Szybkie chłodzenie z temperatury obróbki cieplnej, zwykle stosowane podczas przesycania stali austenitycznych będzie na powrót wprowadzać naprężania szczątkowe w obrabianym material.
W zakresie temperatury wyżarzania odprężającego w austenitycznych stalach nierdzewnych może dochodzić do szeregu zjawisk wydzieleniowych wpływających na odporność korozyjną i własności mechaniczne stali.
- Wygrzewanie w zakresie temperatury 480-815°C będzie powodować wydzielenia węglików chromu na granicach ziaren austenitu we wszystkich niestabilizowanych gatunkach stali austenitycznych. Skłonność do wydzielania węglików jest zależna od stężenia węgla w stali oraz czasu i temperatury wygrzewania (rys. 1). W taki stanie stal jest podatna na korozję międzykrystaliczną. Zjawiska tego można uniknąć stosując stabilizowane lub niskowęglowe gatunki stali austenitycznych.
- Wygrzewanie w zakresie temperatury 540-925°C może powodować wydzielenia twardej i kruchej fazy sigma negatywnie wpływającej na odporność korozyjną i plastyczność stali nierdzewnych. Zjawisko to może wystąpić podczas wolnego chłodzenia niestabilizowanych stopów austenitycznych, innych niż stale niskowęglowe. Skłonność do powstawania fazy sigma wzrasta ze stężeniem pierwiastków stopowych co sprawia, że na to zjawisko są bardziej podatne wysokostopowe stale austenityczne.
- Wygrzewanie w zakresie temperatury 815-925°C może prowadzić do koagulacji węglików i fazy międzymetalicznej sigma, co ma jednak mniejszy wpływ na odporność korozyjną stali i jej własności mechaniczne niż samo wydzielanie faz wtórnych – fazy sigma i węglików.
- Wygrzewanie w zakresie temperatury 955-1120°C powoduje rozpuszczenie w osnowie austenitycznej wszystkich wydzielonych w strukturze węglików i faz międzymetalicznych wpływając na zmiękczenie stali. Długie wygrzewanie w tym zakresie – powyżej 1h może nawet rozpuścić obecne w strukturze wydzielenia ferrytu ograniczając także skłonność do wydzielania fazy międzymetalicznej sigma w trakcie wolnego chłodzenia z temperatury obróbki cieplnej.
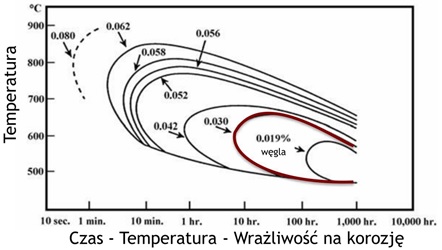
Rys. 1. Wykres czas – temperatura – wrażliwość na korozję międzykrystaliczną stali typu 18%Cr – 8%Ni (AISI 304) o różnym stężeniu węgla [3]
Bez względu na fakt, że gatunki stabilizowane austenitycznych stali nierdzewnych nie wymagają zastosowania wysokiej temperatury wyżarzania dla uniknięcia korozji międzykrystalicznej to zastosowana temperatura wyżarzania wywiera wpływ na ogólną odporność korozyjną stali. Zjawisko to można przedstawić na przykładzie wyżarzania odprężającego stabilizowanej stali nierdzewnej typu 1.4550 / AISI 347 poddanej testowi korozyjnemu we wrzącym 65% kwasie azotowym. Odporność korozyjna powyższej stali będzie wyższa po wyżarzaniu w zakresie 815-870°C niż po wyżarzaniu w zakresie 650-705°C. Wynika to z preferencyjnego wydzielania się niewielkiego udziału węglików w zakresie 650-705°C powstających z wolnego węgla nie związanego do tego czasu w węglikach tytanu i niobu.
Najistotniejszy wpływ na stopień odprężenia (eliminacji naprężeń szczątkowych) austenitycznych stali nierdzewnych ma zastosowana temperatura obróbki cieplnej, natomiast czas jej trwania ma mniejsze znaczenie. Dla przykładu wyżarzanie odprężające stali 1.4550 / AISI 347 (rys. 2), w której naprężenia szczątkowe wynoszą 230MPa w temperaturze 500°C przez 2h umożliwi eliminację 20% naprężeń szczątkowych. Wydłużenie obróbki cieplnej w tej temperaturze z 2 do 10h umożliwi odprężenie jedynie w maks. 25%. Wyżarzanie w temperaturze 700°C przez 2h da efekt w eliminacji 45% naprężeń szczątkowych ale wydłużenie czasu obróbki w tej temperaturze do 10h da zbliżony rezultat eliminacji 45% naprężeń. Podwyższenie temperatury wyżarzania do 800°C przy 2h wygrzewania da już 60% eliminację naprężeń, które nie zmienią się znacznie nawet po wygrzewaniu w tej temperaturze prze 6h. Obróbka cieplna w 900°C przez 2h usunie ok. 85% naprężeń szczątkowych.
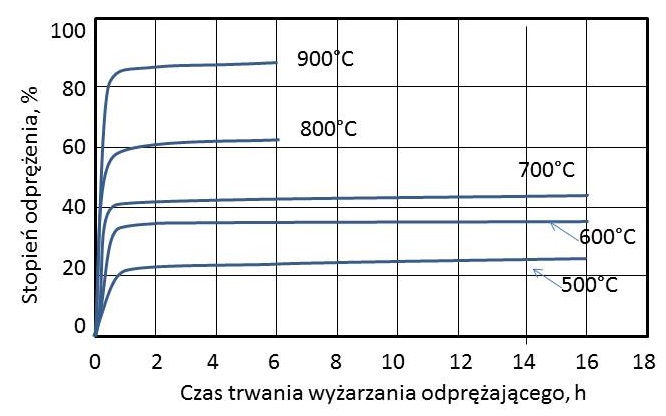
Rys. 2. Stopień odprężenia austenitycznej stali nierdzewnej 1.4550 / AISI 347 o na prężeniach szczątkowych 230MPa w zależności od temperatury i czasu trwania wyżarzania odprężającego [2]
Literatura
[1]. Z. Brytan, Jak prawidłowo obrabiać cieplnie stale nierdzewne, STAL Metale & Nowe Technologie wydanie nr 1-2/2016, 62-64
[2]. J. Davis, ASM Specialty Handbook: Stainless Steels – ASM International 1994
[3]. Technical Handbook of Stainless Steels, Atlas Specialty Metals, 2003

