Czy wyżarza się odprężająco stal austenityczną np. 304, 304L i w jakiej temperaturze oraz jak usunąć naprężenia powstałe podczas spawania?
Wyżarzanie odprężające stali austenitycznych odpornych na korozję (nierdzewnych) w zależności od gatunku stali można przeprowadzić w następujący sposób:
1) Długie wygrzewanie w zakresie temperatury od 315°C do 425°C przez 10 minut na każdy milimetr przekroju z kolejnym wolnym chłodzeniem. Najczęściej zakres temperatury wynosi od 200°C do 400°C. Taką obróbkę cieplną można stosować dla standardowych gatunków stali, takich jak (AISI) 304 i 316, także gatunków stabilizowanych (zawierających dodatki Ti i Nb) oraz gatunków o niskim stężeniu węgla (max. 0,03% C – w normach AISI gatunki oznaczone literą „L” – 304L, 316L). Obróbka taka nie powoduje żadnych przemian fazowych.
2) Jeżeli zakres temperatury 315°C-425°C jest niewystarczający dla usunięcia naprężeń do wymaganego poziomu należy zastosować obróbkę cieplną w zakresie wyższych temperatur od 425°C do 925°C. Im wyższa temperatura i czas jej oddziaływania tym usunięcie naprężeń jest pełniejsze, np. wygrzewanie przez 1 godzinę w 870°C usuwa ok. 85% naprężeń szczątkowych. Gatunki (AISI) 304 i 316 nie mogą być poddane takiej obróbce bez straty własności korozyjnych wynikającej z wydzielania się węglików chromu. To niekorzystne zjawisko jest przyczyną korozji międzykrystalicznej. Jeżeli wyżarzanie w takich temperaturach jest niezbędne to należy stosować stabilizowane gatunki stali np. (AISI) 321, 347, 348 lub o niskim stężeniu węgla, np. (AISI) 304L, 316L itd. Generalnie dla stopów odpornych na działanie korozji międzykrystalicznej, wyżarzanie odprężające polega na krótkim wytrzymaniu przez ok. 3 minuty na każdy milimetr przekroju, w temperaturze ok. 850°C.
Dla elementów o niewielkich wymiarach można także zastosować ponowne przesycanie stali. Pełne przesycanie stali o strukturze austenitycznej najczęściej przeprowadza się w temperaturze około 1080°C z szybkim chłodzeniem w wodzie, co także powoduje usunięcie naprężeń szczątkowych skumulowanych w materiale. Należy jednak pamiętać, że proces szybkiego chłodznie również wprowadza naprężenia w obrabianym materiale. Z tego względu dla pełnaego procesu odprężenia materiału (wyżarzanie odprężające) zaleca się aby chłodzenie z temperatury obróbki cieplnej było wolne. Dobrób temperatury i czasu wyżarzania odprężającego jest zależyny od składu chemicznego stali i możliwych procesów wydzieleniowych wpływających na odpornośc korozyjną stali.
Niektóre zalecenia podają także możliwość odprężania austenitycznej stali nierdzewnej w zakresie temperatury 425-600°C przez 45min na każde 25 mm przekroju, przy niewielkim ryzyku wydzielania węglików chromu i uwrażliwienia w ten sposób stali nierdzewnej na korozję międzykrystaliczną. Wzrost ryzyka uwrażliwienia na korozję międzykrystaliczną w austenitycznych stalach nierdzewnych jest uzależniony od ich stężenia węgla (rys. 1), z tego względu dla gatunków o niskim stężeniu węgla można wykonać wyżarzanie odprężające w wyższej temperaturze od podanych wartości z uwzględnieniem obszaru wydzielania węglików.

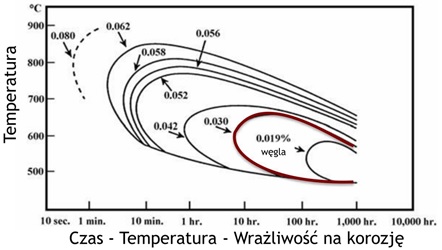
Rys.1. Podatność na uwrażliwienie na korozję międzykrystaliczną dla stali AISI 304 w zależności od stężenia węgla, temperatury i czasu wygrzewania.

Literatura:
[1]. Technical Handbook of Stainless Steels, Atlas Specialty Metals, 2003
[2]. Technical Brochure, Cr-Ni-Mo Austenitic Stainless Steels, Columbus Stainless (Pty) Ltd, 2011

